





为了让您更地了解我们的直缝管合金钢管精工细致打造产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:贵州遵义直缝管合金钢管精工细致打造的图文介绍

埋弧焊直缝钢管机械扩径的作用? 1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、钢管成型和焊接的残余应力:冷扩径可以成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。


JCOE成型的优势
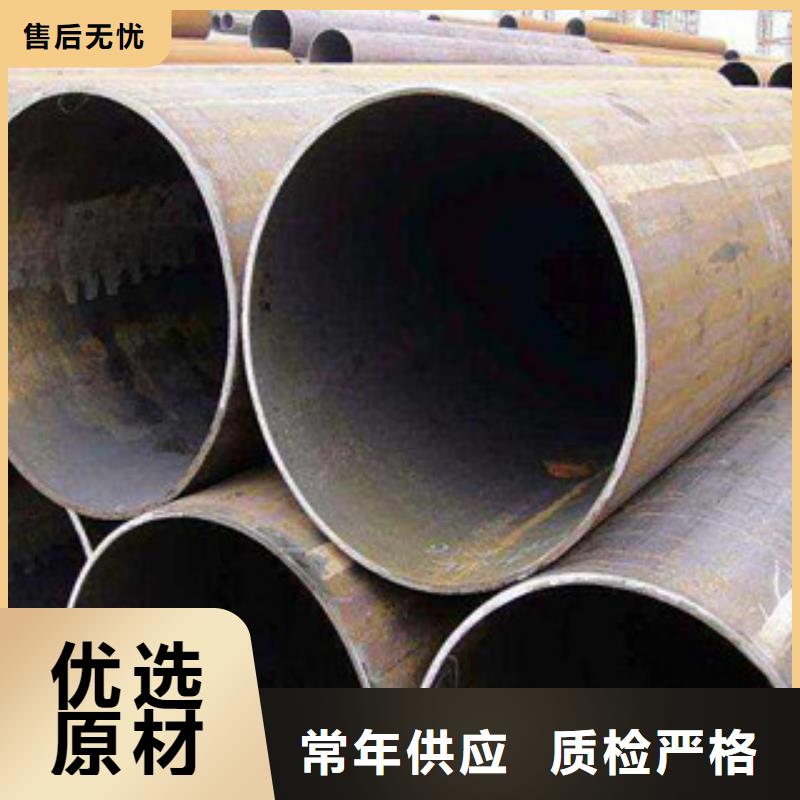
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。



钢兴钢管(遵义市分公司)长期以来培养 流体管技术人才,积累了从 流体管产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 流体管产品。
质量方针:以客户为中心、以 流体管质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。

JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。

